


Центральная балка тележки
Центральная балка (центральный брус) располагается в центральном проеме и передает весовую нагрузку от кузова вагона с пассажирами на пружины центрального подвешивания и далее на поддоны. Центральным проемом называется внутренний проем между двумя поперечными балками рамы тележки. Центральная балка сварной конструкции, коробчатого сечения, изготовлена из стального листа толщиной 10 мм и приваренных к ней литых деталей. Имеет четыре полки - две боковые, верхнюю и нижнюю. На верхней полке по концам приварены литые опоры для роликовых или плоских скользунов, а по центру - центрирующая накладка с круглым гнездом для установки в него резино-металлического амортизатора, на который сверху укладывается подпятник. К нижней полке привариваются два прилива с круглыми гнездами для опоры балки на комплекты пружин, а по торцам - два кронштейна дл крепления гидрогасителей.
На боковых полках с двух сторон приварены четыре плоских скользуна, которые ориентируют балку в центральном проеме и служат для передачи тяговых и тормозных усилий. Через центр верхней и нижней полок проходит сквозное отверстие под предохранительный шкворень.
Работа центрального подвешивания
Работа центрального подвешивания
1. Передача вертикальной (весовой) нагрузки:
· центральная балка
· резиновые кольца
· верхние опоры пружин
· комплекты пружин
· нижние опоры пружин
· поддоны
· валики нижних шарниров
· рамки
· валики средних шарниров
· серьги
· валики серег
· поперечные балки
· продольные балки рамы тележки
Передача динамических ударных усилий, возникающих при движении вагона от контакта колес с ходовыми рельсами (допустим - проезд стрелочного перевода) происходит по тем же самым элементам подвешивания, но только в обратной последовательности - от продольных балок рамы тележки на центральную.
То же касается надбуксового подвешивания, а также других узлов подвагонного оборудования, несущих на себе весовую нагрузку, как от собственной массы, так и от веса полезной загрузки.
2. Передача горизонтальной нагрузки (тяговых или тормозных усилий):
· продольные балки рамы тележки
· поперечные балки
· плоские скользуны на поперечных балках
· плоские скользуны на центральной балке
· центральная балка тележки
Гидравлический гаситель колебаний
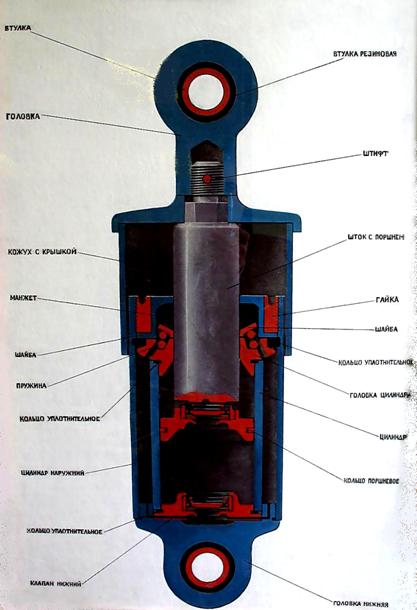 Предназначен для гашения долго не затихающих горизонтальных и вертикальных колебаний кузова вагона на пружинах центрального подвешивания после прекращения действий внешних возмущений (проезд стрелочных переводов, кривые участки или неровности пути и т. д.). Пружины центрального подвешивания обладают большой чувствительностью и гибкостью, и если бы не было гидрогасителей, кузов вагона еще долго совершал бы колебательные движения в вертикальной и горизонтальной плоскостях. Гасители расположены под углом 35° к горизонтальной плоскости, при этом их верхние головки крепятся к соответствующим кронштейнам на продольных балках рамы тележки, а нижние головки - к кронштейнам на центральной. Соединение головок с кронштейнами производится при помощи валиков с использованием резинометаллических втулок. Последняя представляет собой два стальных кольца (внешнее и внутреннее), вставленные одно в другое, между которыми находится слой плотной резины. В роли внешнего кольца может выступать часть металлического корпуса механизма; Соединение узлов подвагонного оборудования с несущими конструкциями с использованием резинометаллических втулок применяется в подвеске элементов и других видов оборудования: редукторов, тяговых двигателей, электрокомпрессоров и др., работа которых связана с тяжелыми условиями их эксплуатации.
Предназначен для гашения долго не затихающих горизонтальных и вертикальных колебаний кузова вагона на пружинах центрального подвешивания после прекращения действий внешних возмущений (проезд стрелочных переводов, кривые участки или неровности пути и т. д.). Пружины центрального подвешивания обладают большой чувствительностью и гибкостью, и если бы не было гидрогасителей, кузов вагона еще долго совершал бы колебательные движения в вертикальной и горизонтальной плоскостях. Гасители расположены под углом 35° к горизонтальной плоскости, при этом их верхние головки крепятся к соответствующим кронштейнам на продольных балках рамы тележки, а нижние головки - к кронштейнам на центральной. Соединение головок с кронштейнами производится при помощи валиков с использованием резинометаллических втулок. Последняя представляет собой два стальных кольца (внешнее и внутреннее), вставленные одно в другое, между которыми находится слой плотной резины. В роли внешнего кольца может выступать часть металлического корпуса механизма; Соединение узлов подвагонного оборудования с несущими конструкциями с использованием резинометаллических втулок применяется в подвеске элементов и других видов оборудования: редукторов, тяговых двигателей, электрокомпрессоров и др., работа которых связана с тяжелыми условиями их эксплуатации.
- наружный кожух
- шток
- гайка
- сальник
- Фасонная тарельчатая шайба
- резиновое уплотнительное кольцо
- крышка
- резиновая уплотнительная прокладка
- рабочий цилиндр
- наружный цилиндр
- чугунное уплотнительное кольцо
- нижний клапан
- нижняя и верхняя головки
- пружина
- нажимная шайба
- крышка
- стальная втулка
Рис. Гидравлический гаситель колебаний.
Гаситель колебаний является демпфером телескопического типа (то есть меняющего свою длину в зависимости от хода сжатия или растяжения гасителя), действующего по принципу дросселирования, то есть перетекания рабочей жидкости из одной полости в другую через калиброванные каналы с сопротивлением и определенным давлением.
Составные элементы гасителя
· Рабочий цилиндр с нижним клапаном.
· Поршень со штоком и верхним клапаном в поршне.
· Дополнительный цилиндр с нижней головкой.
· Верхняя головка с крышкой и предохранительным кожухом.
· Детали крепления и уплотнения (кольцо на поршне, резиновые прокладки, манжеты и т. д.).
Нижний клапан в рабочем цилиндре и верхний клапан в поршне за исключением количества регулируемых пластин абсолютно одинаковы и состоят из следующих элементов:
Нижний клапан амортизатора
- корпус
- упорная пластина
- пружина
- стакан
- опорная шайба
- дроссельная прокладка
- набор из регулировочных пластин
- закрепительная гайка
Особенностью клапана является то, что он может дросселировать рабочую жидкость в любом направлении. Так, при движении жидкости сверху вниз, она через отверстия в опорной шайбе отжимает дроссельную прокладку с регулировочными пластинами вниз благодаря тому, что закрепительная гайка своей конусной поверхностью позволяет им отжиматься (то есть изгибаться вниз). При движении жидкости снизу вверх опорная шайба, поднимаясь вверх, сжимает пружину, и между отверстиями опорной шайбы и дроссельной прокладкой также создаются калиброванные каналы.
Элементы клапана амортизатора
Регулировочные пластины состоят из набора от 8 до 12 штук и с толщиной каждой 0,18 - 0,2 мм. При изменении их количества в стакане клапана меняется сила сопротивления гидрогасителя перетеканию рабочей жидкости через пластины клапанов.
Технические данные гасителя.
· Сила сопротивления при сжатии кг, а при растяжении кг;
· Максимальный ход поршня - 80 мм, рабочий - 25 мм;
· Расчетная частота колебаний - 50 в минуту;
· Количество рабочей жидкости - 0,5 литра;
· Вес в сборе - 13 кг.
Для рабочей жидкости применяется приборное масло (МВП), веретенное (И-20) или авиационное (АМГ-10).
Элементы гидрогасителя
Элементы гидрогасителя
- крышка
- верхняя головка
- поршень со штоком и деталями верхнего клапана (в поршне)
- рабочий цилиндр с деталями нижнего клапана
- дополнительный цилиндр с нижней головкой
- предохранительный кожух
Детали крепления и уплотнения:
- резинометаллические втулки
- уплотнительные кольца
- резиновая манжета
- нажим
- гайка
- поршневое кольцо
- пружина
- крышка рабочего цилиндра
- шплинт
Детали нижнего и верхнего клапанов:
- пружина
- корпус клапана
- закрепительная гайка
- стакан
- опорная шайба
- дроссельная прокладка
- упорная пластина-звездочка
Корпусом верхнего клапана является поршень.
Работа гидрогасителя
1. При сжатии
Происходит уменьшение длины гидрогасителя.
При этом поршень, перемещаясь по рабочему цилиндру вниз, заставляет давление жидкости в подпоршневой полости повыситься, и жидкость через клапан в поршне начинает перетекать с сопротивлением в надпоршневую полость. Так как в этой полости находится массивный шток, вся жидкость, перетекающая из-под поршня, не в состоянии уместиться в ней, что ведет к быстрому повышению давления жидкости под поршнем. В этот момент через клапан в рабочем цилиндре избыток жидкости из-под поршня начинает перетекать в дополнительную полость, частично заполняя ее. Дополнительной полостью называется полость вокруг рабочего цилиндра между ним и дополнительным цилиндром; при рабочем ходе поршня в 25 мм, на частоте колебаний более 50 в минуту сила сопротивления гидрогасителя может возрастать в несколько раз относительно расчетной; работоспособность гидрогасителя можно проверить, не снимая его с тележки. Для этого необходимо отсоединить верхнюю головку от кронштейна рамы, вставить ломик во втулку головки и, используя его как рычаг, произвести ручную прокачку гидрогасителя. При этом его шток после двух-трех ходов должен перемещаться туго и плавно, а не рывками и свободно;
для получения одинаковой силы сопротивлени хода сжатия и растяжения должно быть соблюдено соотношение диаметров штока поршня и рабочего цилиндра гидрогасителя - D шт~=0,7 D цил.; установка гидрогасителей на вагон допускаетс с разностью их силовых характеристик не более 10%.
2. При растяжении
Происходит увеличение длины гидрогасителя. При этом поршень, перемещаясь по рабочему цилиндру вверх, заставляет давление жидкости в надпоршневой полости повыситься, и жидкость через клапан в поршне начинает перетекать с сопротивлением в подпоршневую полость. Так как ее количество над поршнем слишком мало из-за массивного штока - жидкости не хватает, чтобы наполнить всю подпоршневую полость, и это ведет к быстрому понижению давления в ней. В этот момент через клапан в рабочем цилиндре недостаток жидкости из дополнительной полости, частично освобождая ее, начинает перетекать в подпоршневую, ликвидируя этот недостаток. Каждый гидрогаситель в процессе изготовления и при ревизии подвергается испытаниям со снятием диаграмм изменений усилий сжатия и растяжения. После данных стендовых испытаний убеждаются в отсутствии течи масла путем выдержки гидрогасителя в горизонтальном положении в течение суток. Течь масла не допускается. Срок ревизии - каждые 6 месяцев.
Неисправности гасителя
· Течь масла между предохранительным кожухом и дополнительным цилиндром по причине негерметичности уплотнителей.
· Засорение клапанов.
· Износ поршневого кольца.
· Заклинивание поршня.
· Срыв резьбы соединения верхней головки со штоком поршня.
· Разрушение резино-металлических втулок на обеих головках.
Наиболее вероятные места трещеобразований
Местами повышенного трещинообразования являются:
плоские скользуны на центральной балке,
кронштейны крепления гидрогасителей,
витки, как внутренних, так и внешних пружин.
Все обнаруженные трещины в любом подвагонном оборудовании обозначаются белой краской или мелом для их быстрого повторного нахождения с целью проведения ремонта или выбраковки.
Колесная пара
Колесные пары воспринимают нагрузку вагона и направляют его по рельсовому пути.
Колесные пары испытывают наряду с постоянно действующей нагрузкой от веса вагона и пассажиров также и дополнительные динамические усилия - вертикальные удары от стыков и неровностей пути и горизонтальные усилия при прохождении кривых участков пути.
Классификация колесных пар
На вагонах метрополитена применяются следующие колесные пары:
В зависимости от конструкции колеса
· колёсные с цельнокатаными колесами
· колесные пары с подрезиненными колесами
В зависимости от конструкции соединения колесных пар с тележкой вагона:
· колёсные пары с буксами для поводкового подвешивания
· колесные пары с буксами для шпинтонного подвешивания

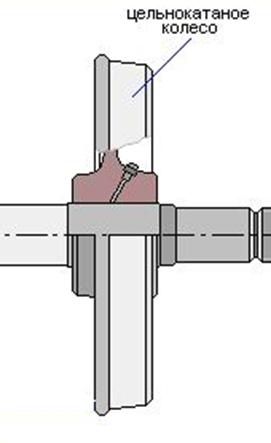
Фото. Кол. пара с цельнокатаными колесами
Элементы колесной пары
Каждая колесная пара включает следующие элементы:
· ось
· два подрезиненных или цельнокатаных колеса
· редукторный узел
· две буксы
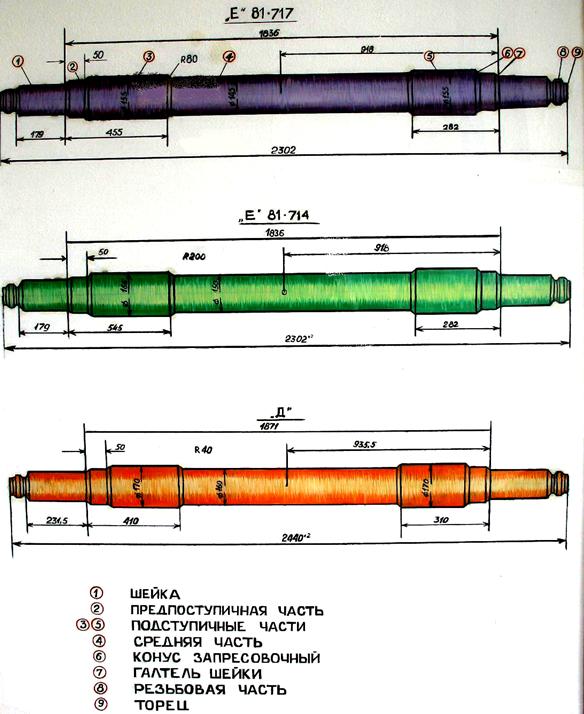
Рис. Ось колесной пары
Ось представляет собой брус круглого сечения. Диаметр оси по ее длине неодинаков.
Части оси
- резьбовые части
- шейки оси
- предподступичные части
- подступичные части
- средняя часть
На подступичные части напрессовывают колеса, поэтому, кроме напряжения, изгиба и кручения, они испытывают еще напряжение сжатия от напрессованных на них колесных центров. На предподступичные части насаживают в горячем состоянии лабиринтные кольца для уплотнения корпусов букс. Концевые части оси - шейки воспринимают вертикальную нагрузку от веса вагона. На шейки в горячем состоянии напрессовывают внутренние кольца буксовых подшипников. Резьбовые части на концах оси предназначены для завинчивания осевых гаек, которыми закрепляют подшипники букс. Для предотвращения концентрации напряжений все сопряжения участков одного диаметра с участками другого диметра выполняют плавными. Их называют галтелями. Ось изготавливают, из углеродистой стали марки Ос М (осевая метро) по ГОСТу 6690-53. Заготовки осей (поковки) отковывают на молотах, причем ковка слитка металла должна быть пятикратной. Откованные заготовки подвергают нормализации (нагрев до температуры 870-890° С с последующим охлаждением. Поковка должна иметь следующие клейма, которые наносятся на ось в горячем состоянии:
· номер завода-изготовителя поковки
· номер оси
· номер плавки
· год изготовления поковки
· клеймо приемщика СПС
Ось обрабатывают на токарном станке. Перед обработкой поковка должна быть проверена на ультразвуковом дефектоскопе. При наличии дефектов или при непрозвучивании поковка бракуется. Обработанную на токарном станке ось подвергают упрочняющей накатке роликами. Накатку производят двумя роликами высокой твердости.
Обработанная ось клеймится. Клейма ставят на торце первой шейки в одном из сегментов. Клейма содержат:
· номер оси
· номер плавки металла
· две последние цифры года отковки оси
· месяц и две последние цифры года обработки оси
· в основании паза под стопорную планку ставят клейма ставят клейма мастера ОТК и приемщика службы подвижного состава

Рис. Клейма оси
Номер плавки металла необходимо иметь для того, чтобы в случае обнаружения на одной оси каких-либо дефектов металла, можно было бы взять под контроль все другие оси данной плавки.
Размеры основных элементов оси следующие:
Элемент оси | Размер |
диаметр резьбовой части | М 105 |
диаметр шейки | 110 мм |
диаметр предподступичной части | 145 мм |
диаметр подступичной части | 165 мм |
диаметр средней части | 150 мм |
длина оси | 2302+2 мм |
расстояние между внутренними гранями бандажей | 1440±3 |
На средней части оси имеется керн глубиной 2 мм, относительно которого по специальным шаблонам определяются места расположения на оси того или иного элемента колесной пары при напрессовке.
Подрезиненное колесо
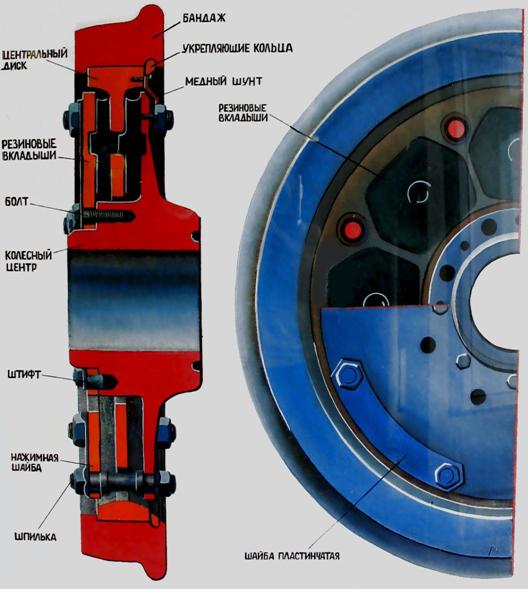
Рис. Подрезиненное колесо
Подрезиненное колесо состоит из следующих деталей:
· 1,10 - колесный центр
· 4 - нажимной диск
· 6 - бандаж
· резиновых вкладышей
· 9 - 8 шпилек
· 2 - 8 болтов
· штифтов
· 8 - 2 медных шунта
· 5 – центральный диск
· 7 – запорное кольцо
· 12 – пластинчатые лепестковые шайбы
Колесный центр стальной литой, имеет нормальную или удлиненную ступицу и дисковую часть. В торце ступицы имеется 8 отверстий диаметром 26 мм для установки штифтов, фиксирующих нажимную шайбу, и восемь отверстий с резьбой М20, куда ввертываются болты крепления нажимного диска. На диске колесного центра выполнено восемь углублений для размещения резиновых вкладышей. Кроме того, имеется восемь сквозных отверстий для прохода шпилек. Центральный диск имеет дисковую часть толщиной 18 мм и обод для насадки на него бандажа. Обод проточен под «ласточкин хвост». В дисковой части выполнено восемь отверстий для прохода шпилек и восемь отверстий для центрирующих выступов вкладышей. Бандаж сажают на центральный диск в горячем состоянии с натягом 0,9-1,1 мм. Подобранный по натягу бандаж нагревают в индукционной печи до температуры 320° С. Внутренний диаметр бандажа со стороны гребня, имеет наклонную канавку для размещения укрепляющего кольца, а с противоположной стороны - буртик. Нагретый бандаж укладывают гребнем вверх, в него опускают центральный диск и заводят укрепляющее кольцо в канавку бандажа. Концы кольца плотно пригоняют друг к другу и зачеканивают. В случае ослабления посадки бандажа он удержится на центральном диске с одной стороны буртом, а с другой - укрепляющим кольцом. Качество посадки бандажа проверяют обстукиванием молотком. При ударе по кольцу оно не должно дребезжать, а при ударе по бандажу молоток должен издавать чистый звонкий звук и упруго отскакивать. При слабой посадке молоток вязнет и издает глухой звук. Для контроля за состоянием посадки в процессе эксплуатации на наружных гранях бандажа и центрального диска ставят контрольные риски, которые после окраски колеса окрашивают в красный цвет. Допускаются в эксплуатацию колесные пары с проворотом бандажа не более 200 мм при условии, что бандаж после проворота имеет плотную посадку. Нажимной диск представляет собой стальную шайбу, в которой высверлено восемь отверстий для прохода резьбовых частей шпилек, восемь отверстий для прохода штифтов, восемь отверстий для прохода болтов и восемь углублений под центрирующие выступы вкладышей. Резиновый вкладыш представляет собой плоский шестиугольник с двумя цилиндрическими выступами диаметром 32 мм в центре. Изготавливают вкладыш из специальной твердой резины формовым способом. С обеих сторон вкладыш имеет армировки из листовой стали толщиной 3 мм, которые привулканизированы к резине или ставятся на клею. Общая толщина вкладыша в свободном состоянии 26 мм (в сжатом - 24 мм).Выступы вкладышей служат только для их центровки и фиксации, а не для передачи нагрузки сдвига. Эта нагрузка передается на армировку вкладышей благодаря силе трения, возникающей между поверхностями дисков и армировок, в результате сжатия вкладышей. Кроме того, имеется восемь сквозных отверстий для прохода резьбовых концов шпилек. Шпильки имеют на концах резьбу М 27x3, гладкую среднюю часть диаметром 28 мм и два буртика, расстояние между наружными гранями которых 66 мм. (Такое же, как расстояние от торца ступицы до дисковой части колесного центра). Штифты служат для предотвращения проворота нажимного диска относительно колесного центра и среза болтов крепления. Болты контрятся общей пластинчатой шайбой. Для отвода тока от колеса в ходовой рельс, каждое колесо имеет два гибких медных шунта сечением 50 мм2, которые соединяют колесный центр с центральным диском.

Фото. Медные шунты.
Особенностью конструкции подрезиненного колеса является то, что колесный центр не соприкасается с бандажом или центральным диском, а как бы «висит» на резиновых вкладышах, которые, благодаря сильному сжатию, работают на сдвиг. Происходит перемещение слоев резины друг относительно друга.
Сборка подрезиненного колеса
При сборке колеса колесный центр располагают горизонтально, вставляют в него шпильки и закрепляют их снизу гайками, законтренными попарно пластинчатыми дугообразными шайбами.
На внутреннюю плоскость диска колесного центра укладывают первый ряд резиновых вкладышей из восьми штук, так, чтобы их центрирующие выступы вошли в специальные углубления для них.
На вкладышах размещают центральный диск с посаженным на него бандажом.
На центральный диск укладывают второй ряд резиновых вкладышей и на них - нажимной диск.
На свободные концы шпилек навертывают гайки, причем навертывание гаек ведется по специальной крестообразной схеме, чтобы обеспечить равномерность затяжки.
Вкладыши каждого ряда сжимаются на 2мм, на что требуется усилие 50-60 тонн. Вкладыши в одно колесо и в колеса одной колесной пары подбирают одной группы твердости.

Фото. Контрольные риски на бандаже и центральном диске
После затяжки гаек на шпильках в колесный центр завертывают монтажные болты и запрессовывают штифты. Затем монтажные болты необходимо убрать, поставить лепестковую шайбу и завернуть рабочие болты.
Недостатками подрезиненных колес являются:
· большое количество резьбовых соединениий, которые требуют повседневного контроля и ухода (ослабление болтов, шпилек и штифтов)
· возможен сдвиг вкладышей и отслоение резины вкладышей от армировок
·  наблюдается неравномерный прокат бандажа по кругу катания, что объясняется влиянием эластичных элементов (вкладышей), недостаточно качественным металлом бандажа и малым диаметром колес.
наблюдается неравномерный прокат бандажа по кругу катания, что объясняется влиянием эластичных элементов (вкладышей), недостаточно качественным металлом бандажа и малым диаметром колес.
Цельнокатаное колесо
У цельнокатаных колес обод с гребнем, диск и ступица составляют одно целое. Изготавливают их из твердой углеродистой стали (типа бандажной) по особой технологии, заключающейся в нагреве заготовок до ковочной температуры 1300°, многократной обжимке под гидравлическими прессами и прокатке обода роликами на специальном колесопрокатном стане, в результате чего колеса приобретают высокую прочность. В диске, имеющем конусообразную форму, просверливают два отверстия, при помощи которых колесо в процессе обработки приводят во вращение; они же предназначены для транспортировки колес и колесных пар. Механическую обработку колес производят двумя этапами. На первом этапе колесо подготавливают к посадке на ось, для чего в ступице обрабатывают торцы, растачивают отверстие, а также частично обрабатывают внутреннюю грань обода с целью выявления дефектов, выравнивания плоскости и получения точного места для установки запрессовочного шаблона. На втором этапе обработку колес производят после их напрессовки на ось: сформированную колесную пару устанавливают на колесно-токарный станок для обточки колес по профилю и кругу катания и по размеру расстояния между внутренними гранями бандажей.
Преимуществами цельнокатаных колес являются:
· увеличенная прочность колеса
· отсутствие насадного бандажа, что исключает работы по обточке, подбору натягов, нагреву, посадке, установке кольца и его завальцовке
· облегчение наблюдения за колесами в эксплуатации
· повышение безопасности движения, поскольку нет опасности проворота бандажа, ослабления посадки или разрыва бандажа
· снижение веса - примерно на 50 кг на одно колесо
Профиль катания колес
Движение колесных пар по рельсовому пути происходит в сложных условиях. Поэтому большое значение придают правильному выбору профиля поверхности катания колес, чтобы он по возможности обеспечивал лучшие условия прохождения колесной пары по прямым и кривым участкам пути.
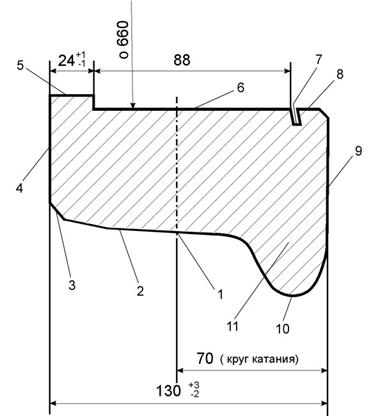
Рис. Наименование частей бандажа
1 - круг катания
2 - поверхность катания
3 - наружная фаска
4 - наружная грань
5 - упорный бурт
6 - внутренняя поверхность
7 - выточка для бандажного кольца
8 - прижимной бурт
9 - внутренняя грань
10 - вершина гребня
11 - гребень
Поверхность катания колес вагонов метрополитена в средней (рабочей) части имеет коническую форму с уклоном 1:20, и затем на протяжении 30 мм до наружной плоскости колеса переходит в другую конусность 1:7
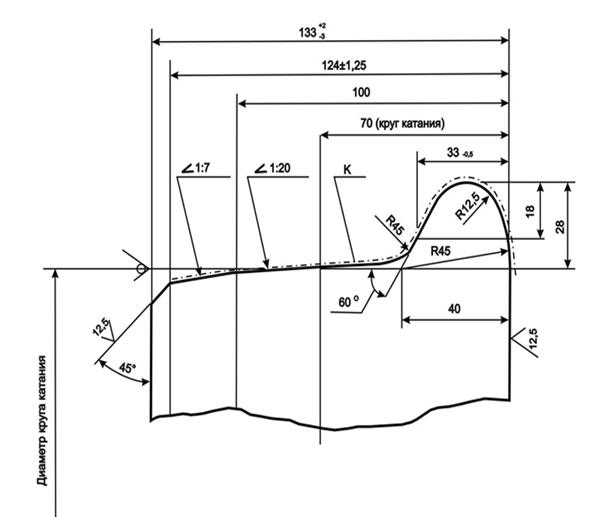
Рабочим диаметром колеса считают диаметр, замеренный в плоскости круга катания на расстоянии 70 мм от внутренней грани колеса, где расположен гребень. Гребень возвышается над точкой круга катания на 28 мм. Толщину гребня замеряют на расстоянии 18 мм от вершины. У новых гребней она равна 33 мм. В процессе эксплуатации подвижного состава на поверхности катания колес могут появиться следующие дефекты:
· прокат - естественное постепенное изменение профиля поверхности катания, заключающееся в появлении равномерного углубления-канавки по всей окружности колеса, вызванное износом и пластической деформацией металла.
· местные выбоины - образуются при заклинивании колесной пары во время движения.
· износ гребня - происходит в процессе эксплуатации вследствие трения его о головку рельса, главным образом на кривых и особенно при новых рельсах. В результате такого износа угол перехода поверхности катания к гребню углубляется в тело бандажа и от этого гребень становится тоньше, а его угол наклона рабочей плоскости вместо 60° начинает приближаться к прямому.
· выкрашивание - выпадание кусочков металла на поверхности катания происходит в результате сильно развитой сетки трещин.
Требования, предъявляемые к колесным парам в эксплуатации
Запрещается эксплуатировать колесные пары со следующими неисправностями:
· равномерный прокат более 5 мм для цельнокатанных, более 3 мм. Для подрезиненных, а также с разницей проката более 2 мм
· неравномерный прокат более 0,7 мм, у колесной пары со срывным клапаном - 0,5 мм
· толщина гребня менее 25 мм и более 33 мм при расстоянии 18 мм от вершины гребня
· вертикальный подрез гребня высотой более 18 мм или остроконечный накат
· ползун (выбоина) более 0,3 мм или смещение металла (навар) высотой более 0,3 мм
o до 1 мм - скорость не ограничивается
o от 1 мм до 2,5 мм не более 35 км/час
o от 2,5 до 4 мм не более 15 км/час
o от 4 и выше - на ложной тележке не более 10 км/час
· трещина или расслоение в любом элементе, плена, откол или или раковина в бандаже, а также сетка трещин выше установленных норм
· ослабление посадки бандажа или его запорного кольца, сдвиг ступицы колеса или зубчатого колеса
· уширение бандажа (раздавливание) у наружной грани более 3 мм
· ширина бандажа менее 126 мм и более 136 мм
· минимальная толщина бандажей 32,5 мм или обод
· расстояние между внутренними гранями бандажей менее 1435 мм и более 1443 мм
· отдельные выкрашивания, суммарной площадью более 200 мм, глубиной более 1 мм
· разница диаметра колес: одной колесной пары более 2 мм, одной тележки более 10, одного вагона более 20 мм
· диаметр колес менее 725
· забоины на оси более 0,2 мм, электроподжег элементов колесной пары
Виды освидетельствования колесных пар
Виды и сроки осмотра и освидетельствования колесных пар:
№ | Вид освидетельствования | Пробег |
1 | ТО-1 | Не более 24 часов |
2 | ТО-2 | через 3,75±1,0 тыс. км |
3 | ТО-3 | через 7,5±2 тыс. км |
4 | ТО-4 | через 7,5±2 тыс. км с обточкой кол. пар |
5 | ТР-1 | через 60±10 тыс. км |
6 | ТР-2 | через 240±15 тыс. км |
7 | ТР-3 | через 480±20 тыс. км |
8 | СР | через 960±40 тыс. км |
9 | КР | через 2880±120 тыс. км |
10 | малая ревизия букс | через 90±10 тыс. км |
11 | обыкновенное освидетельствование | при выкатке из-под вагона при пробеге менее 450000±30000 |
12 | полное освидетельствование | через 450000±30000 км |
При техническом осмотре и обслуживании колесных пар под вагоном проверяют:
· отсутствие поперечных, косых или продольных трещин, забоин, потертых мест, электроподжогов и других повреждений, а также пороков на открытых частях оси
· состояние поверхности катания и гребней колес
· плотность посадки бандажа посредством отстукивания при отпущенных тормозах и отсутствие проворачивания его по контрольным рискам, ослабление бандажных колец
· отсутствие трещин и повреждений на корпусе буксы, в приливах, кронштейнах и предохранительном штыре, на крепительной и контрольной крышках; надежность крепления крышек, датчиков скорости, срывного клапана; отсутствие утечки смазки и повышенного нагрева
· отсутствие трещин и повреждений на корпусе редуктора, на его крышках и на его запорном лабиринтном кольце
· надежность крепления верхней и нижней половинок, ЗУМа, лючков и контрольных пробок; отсутствие пропуска смазки и повышенного нагрева, состояние комплексного предохранения и подвески редуктора
· состояние зубчатой передачи (в ТР-1, ТР-2), состояние средней части оси (визуально)
Одновременно проверяют:
· расстояние между внутренними гранями бандажей
· толщину бандажей и их гребней
· прокат
· подрез гребня
При малой ревизии букс открывают контрольную крышку, удаляют смазку и осматривают состояние стопорной планки и ее крепление, состояние переднего подшипника и производят ультразвуковую дефектоскопию оси колесной пары. После этого закладывают свежую смазку и закрывают контрольную крышку. В эксплуатации следят за величиной температуры нагрева подшипников буксы, которая не должна превышать 35ºС.
Причинами повышенного нагрева подшипников могут быть перекос подшипников при монтаже, отсутствие смазки, попадание посторонних предметов в смазку, разрушение сепараторов подшипников и др.
Обыкновенное освидетельствование
При обыкновенном освидетельствовании выполняют:
· предварительный осмотр до очистки с целью лучшего выявления ослабления или сдвига колес на оси и трещин в элементах
· демонтаж корпусов букс и редуктора, ревизию с промывкой редукторных и буксовых подшипников (без съема внутренних колец буксовых подшипников)
· осмотр шариковых и роликовых подшипников
· осмотр поверхности зубьев зубчатого колеса и малой шестерни
· УЗД оси
· наличие установленных клейм и знаков
Полное освидетельствование
Полное освидетельствование колесных пар производят при формировании, ремонте со сменой элементов, перепробеге, неясности клейм и знаков, при ползуне глубиной более 1мм, при сходе с рельсов и с дефектами норм эксплуатации. При полном освидетельствовании вагона выполняют все те же работы, что при обыкновенном и дополнительно производят следующие операции:
· после разборки редуктора и букс снимают внутренние кольца буксовых подшипников и лабиринтные кольца, разбирают узел малой шестерни
· производят магнитную дефектоскопию шеек, средних и предподступичных частей оси, зубчатого колеса, малой шестерни. Особое внимание должно быть обращено на их галтели, где наиболее вероятно образование трещин
· осмотр подшипников на удлиненной ступице

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
